| Home Topics Memorials Miscellany Transcripts References Family History Glossary Latest Beeston Blog About us | Site Search |
|
Industry in Beeston, Nottinghamshire - Flowers to Foundry
Chilwell Origins - the Pearson family are believed to have first settled in Chilwell before 1659 1 and certainly, it seems, the evidence strongly supports this. The registers for the parish church at Attenborough - which then served Chilwell as well as Attenborough itself - record baptisms, marriages and burials of generations of the family from about that time 2. In the early days, the family probably made a living in farming and in the hosiery trade that played an increasing part in the local economy in those years, The eldest son in each of several generations - at least four - was named John, and it was a John Pearson (1752-1824 3) who was to convert his interest in flower growing and, it is said, the chance discovery of a pair of fine carnation plants at a flower show 4, which led him to develop his hobby into a nationally recognised horticultural business which brought diversification to the local economy and put Chilwell on the map. An increasing interest in the appreciation of flowers and gardening generally made the initiative particularly well timed and the three generations that followed prospered as a result, acquiring land throughout the village, occupying the old Manor House and gaining a well deserved reputation for innovation in plant propagation. By the middle 19th century, the landscape and - to a significant degree - the local economy had been transformed 5). By then, wide areas had been planted with fruit trees - the 100 acres of sweet apple orchards 6) alone were said to be largest in England at the time - and there were large swathes of roses and other flowers, an innovation which was to be taken up by others in this area in more recent times 7). Market gardening on this scale must have catered mainly for the mass market but the family did not neglect its interest in the development of new varieties to interest the horticultural enthusiast. A variety of apple called "Pearson's Plate" was one of many varieties developed by the family and several others - including Bess Pool, Pickering's Seedling, Winter Quarrenden and Mead's Broading were varieties which probably had other origins but were grown commercially in Chilwell 8. Many varieties, now rare, were grown in those years and it is interesting to note that many of these unusual old trees may well survive today in private gardens, particularly in the Park Road/Grove Avenue area. The special characteristics of the tulip plant - a long propagation cycle and susceptibility to virus infection which produced exotic varieties - had led to a runaway period of speculation, mainly in Holland, known as 'Tulip Mania'. The extremes of this speculative price bubble had occurred in a few years up to 1637 and the spectacular crash that followed had led to financial turmoil in Holland 9. Although Britain largely avoided the irrational behaviour that had occurred at the time, nevertheless tulips continued to be valued and sought after and therefor continued to command high prices relative to other plants so, understandably,tulip bulbs were a major part of the Pearson output. It it known, for instance, that in the late 18th century, many of its tulip bulbs were being sold for a guinea each and some for as much as six or seven guineas - prices that show that much of the Pearson's target market, in this sector at least, must have been at the more wealthy end 10.
John Royston Pearson - (shown right) was the grandson of the John Pearson whom we identified as having started the family involvement in horticulture. He was the oldest son, the third child, of John Pearson (1778-1845) and his wife Mary (née Royston (c1791-1845) 11, was born in Chilwell in 1819 and baptised in the church at Attenborough on 26th February of that year. Like his father before him, he spent the whole of his working life as a nurseryman and seedsman in Chilwell. His parents both died in 1845 - his mother in September followed by his father in December 12 - and, as the eldest son, he then took over control of the family business at the age of 26. In 1849, he married Elizabeth Hetley 13, the eldest daughter of Henry Hetley, a successful and wealthy farmer from Orton Longueville, Huntingdonshire, and his wife Elizabeth Wright Hetley (née Figg) 14. As we shall see, the 'Hetley' name would be used as a forename in subsequent generations of the family and sometimes more widely in Beeston and Chilwell families. John Royston Pearson died at a relatively young age - aged 57, in August 1876 15 - but during the 31 years during which he
controlled the Chilwell nursery business, he established himself as a highly respected and innovative horticulturalist. In common with, and possibly in collaboration with the pioneer rose grower,
Thomas Rivers (1797-1877) of Sawbridgworth, Hertfordshire 16, he developed a deep interest and expertise in growing flowers and
fruit and in pots under glass. Both men advocated the use of 'orchard houses', glass houses designed specifically for the cultivation of fruit, and both published books setting out their respective
ideas. Rivers book, 'The Orchard House - or the Cultivation of Fruit Trees under Glass' was first These methods of cultivation under glass led to a long-time collaboration with Robert Foster (c1813-1899 - see below), the Beeston builder of horticultural buildings and it is clear that both men's reputation and success in business grew as a result. Apparently as a direct result of this collaboration, Foster patented a construction system using cast iron supports without the use of supporting brickwork 18. a feature that meant that the structures could be made portable so that an investment in them was not lost if the owner moved, This use of cast iron components was, as we will see, to lead to the development of foundry working in Beeston and, eventually to major industry in the form of Beeston Boiler Company,
John Royston & Elizabeth Pearson had ten children, all born at Chilwell, including eight sons. Henry John Pearson - born 1850, died 1913, took a leading part in the family involvement in horticultural building and iron founding and his life and achievements will be discussed when that aspect of the story is described below. 21 Robert Foster - was born in Beeston in about 1813, the eldest son of Robert & Sarah (née Bell) Foster 31. Robert senior was born in Radcliffe-on-Trent, Notts in about 1784, where he had established himself as a carpenter prior to his marriage to Sarah in 1810, 32 immediately following which they appear to have moved to Beeston. There they settled in the area, north of what is now The Square and were to raise a family of six boys and six girls, two of whom appear to have died young. Their mother also died at a relatively young age, in 1841 aged 57 33. Both surviving sons, Robert and his brother Edward (b. 1821) had followed their father's trade as joiners and were working together at the time of the 1841 census 34. Things soon began to change such that, during the course of the next decade, Robert senior had changed direction to become a maltster and Edward had married and become a butcher 35, trading on Brown Lane (now Station Road) but probably grazing cattle on the family land north of the Square. Significantly, Robert junior, now married to Elizabeth Wright, continued to focus on joinery work and was to develop his business into a substantial undertaking with products that had national appeal 36. 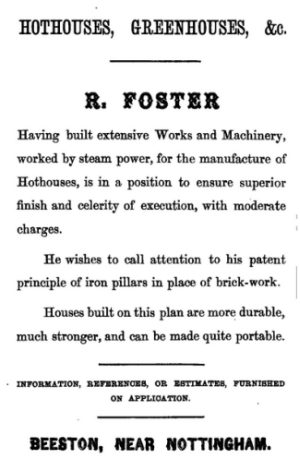 The basis of the younger Robert Foster's successful business was the construction of horticultural buildings which incorporated many innovative features - such as the use of iron pillar supports - some
of which he was able to patent. His entry into this market was probably inspired by the opportunities that became available when the Glass Tax was repealed in 1845. That, coming at a time when horticulture
was becoming fashionable amongst those with time to experiment and the money to indulge their hobby made the supply of glass-houses a particularly attractive business. And, as we have seen, it was also a time
when a near neighbour, John Royston Pearson needed such buildings for developing his business and his ideas in horticulture. In particular, Pearson's development and active promotion of the 'orchard house' as a
concept and its practical outcome developed by Foster was an important part of both men's success.
The basis of the younger Robert Foster's successful business was the construction of horticultural buildings which incorporated many innovative features - such as the use of iron pillar supports - some
of which he was able to patent. His entry into this market was probably inspired by the opportunities that became available when the Glass Tax was repealed in 1845. That, coming at a time when horticulture
was becoming fashionable amongst those with time to experiment and the money to indulge their hobby made the supply of glass-houses a particularly attractive business. And, as we have seen, it was also a time
when a near neighbour, John Royston Pearson needed such buildings for developing his business and his ideas in horticulture. In particular, Pearson's development and active promotion of the 'orchard house' as a
concept and its practical outcome developed by Foster was an important part of both men's success.
This level of growth of business needed adequate production facilities and Foster responded decisively. In 1850 he purchased 1996 square yards of land 37, on which he began to develop his production resources. This choice of location was a move away from the family's existing property on the north of the main road but still within easy reach. The land, part of the ancient Brown Lane Croft, was previously owned by William Dunsmore and had probably been used up until then as grazing land. It lay between Brown Lane (now Station Road) and Chapel Street, separated from the former by a strip of land on which a row of five cottages had been built (but with a narrow access to Foster's land at its north-western end) and up the rear of properties fronting onto Chapel Street 38. Today it is part of the site occupied by the shopping centre on the south side of The Square. Initially, Foster had only two men working there with him but over the next ten years his workforce had grown to 8 skilled men with 2 labourers and 4 boys 39, and the site had developed - as contemporary national advertising, such as is seen right, shows - to be a fully operational steam-powered production unit. With demand continuing, the site and workforce continued to develop. In 1864, Foster made an exchange of land with William Peach - the owner of the five cottages on Brown Lane who wanted to add kitchens at their rear. In a deal that was of benefit to both parties, Foster swapped 326 square yards of his site, adjacent to the cottages, for 241 square yards of Peach's frontage onto Brown Lane to give better access to the site as a whole. 40
The site was now essentially as it was to remain over the next 90 years - albeit, as we shall see, in different ownerships and with some further acquisitions on Chapel Street at the rear. The foundry building, in particular, was to be a feature of that part of Brown Lane (Station Road) until the whole site was acquired by the Council as part of the re-development of the central area of Beeston 43 and the building of the shopping centre in the late 1960s. The foundry can be seen in the photograph on the left, dating from the late 1950s, standing opposite what was then the Lads' Club, with its distinctive hoist on the upper floor and chimney behind. To its left, with the sloping roof, is the foundry warehouse, to its right a wall stands in front of a yard with timber storage, offices and small workshops. Click to see an aerial view of the area, also in that era, which also shows these features as well as the joinery workshops behind. As we have seen, John Royston Pearson was a regular customer of Robert Foster and probably contributed his expertise to the design of his horticultural buildings - particularly the 'orchard house' version that became very fashionable at that time - and Pearson's prominence in the horticultural world helped too. In 1871, the magazine 'The Horticulturalist' reported that Pearson already had 18 of Foster's orchard houses at Chilwell and believed them to be 'by far the best' with Foster 'largely engaged in their manufacture' and making constant improvements 44. It seems that this informal relationship was mutually beneficial and it would probably have continued in this informal way if Pearson had lived. As we have seen however, he died, aged only 57, in 1876. It was clearly going to be difficult for all eight of his sons to make a living out of the Chilwell nurseries and now, their father's early death brought more urgency to the need to diversify. One direction for them to look was at Foster's clearly successful business where the family had already secured an insider's view. And, it was still expanding, notably with the relatively new foundry venture which was now producing the ironwork fittings for the horticultural buildings and had probably already ventured into making heating apparatus for these buildings and beyond that to general foundry work. The workforce had more than doubled in ten years such that, in 1881, Foster - himself now described as a horticultural builder and iron founder - was employing 37 men and 12 boys 45. By now one, perhaps three, of the Pearson sons already had their eye on this successful business which, they no doubt believed, had even more potential. Henry John Pearson, the eldest of the sons, had trained as an architect and was already working in the business by 1881 and, in 1883, bought out Robert Foster, paying Ł8,200 for the property and business, largely financed by a mortgage to Foster himself 46. Henry Pearson was soon joined in the business by his younger brother Douglas Henry Pearson who concentrated on horticultural buildings and, in due course, by their youngest brother, Louis Frederick Pearson who was to concentrate on, and as we shall see, to revolutionise the foundry side of the business.
Now under their direct control, the trio of Pearson brothers were able to use the family's status in horticultural circles, their social standing and academic training to their direct advantage, such the the business continued to innovate and to grow. They - in particular Louis Pearson - also began to develop the foundry side of the business, looking beyond providing the direct requirements of the building business towards the potentially lucrative market, making and marketing heating apparatus. By 1983, with a growing and diversifying business, the brothers recognised the need for a more formal business relationship which would recognise their respective roles and allow individual skills and effort to be rewarded more directly. Accordingly, in 1893, they created two corporate bodies to take over the existing business, previously held in the sole name of Henry John Pearson : Foster & Pearson Limited - was formed in about 1893 to take over the horticultural building business including the part of the Brown Lane property not then occupied by the foundry. The business was to continue at this location, albeit in various ownerships, moving from Station Road and continuing elsewhere after the site was compulsorily acquired by Beeston & Stapleford Urban District Council, in the 1960s, as part of its Central Area Redevelopment scheme. The story of the company over these years is explored below. Foster & Pearson Limited - as mentioned above, this is the company that was formed around 1893 to take over the long established horticultural buildings business and its associated property at Brown Lane, Beeston from Henry John Pearson, At first, the adjacent foundry property was owned and operated by Beeston Foundry Company Limited, formed around the same time, but this property moved back to Foster & Pearson ownership in 1898 & 1902 54 after the Foundry had established its substantial new works between Queens Road and the railway in Beeston. Although Henry John Pearson continued to have a financial interest in the company, its day-to-day management was now with his younger brother, Douglas Hetley Pearson and under his control, the company continued to be a major player in the manufacture and supply of top-end conservatories and related products, As mentioned above. he was born in 1855 in Chilwell, Notts where his father, as we have seen, ran the family nursery gardens and had developed the interest in horticultural buildings alongside Robert Foster. From the earliest years of his working life, he was involved with that part of the business, as a draughtsman and administrator and he became the logical family choice to run that side of the business now that it had become a specialist company. In October 1888, he married Ellen Elizabeth Thomas (b. c1864, Folington, Sussex), the daughter of George Thomas, a miller, and Elizabeth Turner (née Manger) at St Johns Church, Polegate, Hailsham, Sussex, They then set up home at Chilwell House, then on the site of what was, until recently, Chilwell College and went on to have two children, both sons, one of which, Brian Hetley Pearson, was born in 1896 had died in the same year. The other, Donald Pearson, was born in June 1892, trained as an engineer and later as a Chartered Accountant and became the Secretary and Directory of a leather dressing company. Douglas Hetley Pearson had a passionate interest in both wood carving and butterflies and possessed an important butterfly collection which was presented to Nottingham Corporation after his death and now forms an important part of the entomological collection at Wollaton Hall, Nottingham. He died in October 1927, after his wife had died in the previous January. They are buried in Attenborough churchyard.
Many of the company's buildings have survived, usually with the original ironwork on which the name "Foster & Pearson, Beeston, Notts" can be found. Careful restoration has preserved many of them, and the quality of the original construction has meant that they have often survived remarkakly well, helped by patent Foster & Pearsons features - such as its improved drip bar which was introduced in the 1880s. Tissington, Weir Garden, West Dean, and Luton Hoo to see some examples - and please let us know if you spot others. The War would have brought this activity abruptly to a halt and, afterwards, many of the former clients would have found themselves in a very different world and not in a position to spend on the same scale or to maintain estates on such a grand scale. Nevertheless, the company was able to continue, mainly providing horticultural buildings for large formal gardens. As both the 1905 advert and the 1909 catalogue shows, despite the formal seperation of the companies' operations, the company continued to work with Beeston Foundry for the supply of ironwork and heating equipment. The catalogue devotes many pages to the Foundry's products which are shown in great detail. Also shown are examples of heating systems supplied to grand houses and there is an invitation to householders to seek estimates for similar work. As this was then work undertaken by the Foundry, it as clear there was much to be gained by co-operation where the products appealed to similar aspiring homeowners and, at least at that time, the brothers certainly co-operated in their mutual interest.
Very soon after the death of Henry John Pearson in 1927, his position as Director of Foster & Pearson was filled by Walter Tinker who then moved to Beeston with his wife and daughter to live at 8 Grange Avenue. Walter was born in Hyde, Chesire in July 1883, the youngest of at least nine children of George Tinker (b. 1839 in Newton, Cheshire), who had traded as a boiler maker and later as a boiler merchant up to his death in 1914, and his wife Mary (née Barber, b. c1841, Woodley, Cheshire). Walter had worked alongside his father in the boiler business and, by 1911, the year after the death of his mother, he was active there as a "heating and ventilating engineer's draughtsman" and, later that year, he married Martha Deakin (b. December 1883). His father died in August 1914 leaving Ł1,212, a reasonably sizeable amount for that time but perhaps not much each if it was to shared between many surviving children. There is then a period of about 13 years when little is known currently about his and his wife's life - other that the birth of their daughter, Margaret Deakin Tinker in Februray 1916 in the Melksham area of Wiltshire. What is quite likely is that Walter, and perhaps his father before him, were known to the Pearson family through connections in the heating trade and that he was approached by them when the vacancy occured. It appears that his experience in the heating and ventilation trades were valued at a time when the company was moving more in that direction. In the event, it appears that he served as a Director up to the early-1950s, continuing to live at the Grange Avenue address throughout that time. It appears, though, that they maintained contact with the family in the Cheshire/Manchester area - their daughter married Robert Alexander Lutton, a doctor with Irish origins who worked at Altrincham General Hospital. Although they married at Beeston Parish Church, they. and eventually the whole family were to return to Cheshire when Walter retired, and lived out their lives there. Soon after Charles Mason's retirement as a Director in 1935, certainly by 1939, ownership of the company changed hands when it was taken over by Philip Douglas Hazzledine, who became its Managing Director. He had been married to Lorna (née Thomas. b. June 1910 in Cheshire) since 1934 and, together with their daughter, had moved into 4 West End, Beeston, now vacated by Charles Mason. Philip Hazzledine, born in Nottingham in April 1908, was the only surviving child of Henry Thornton Hazzledine (b. 1875, Nottingham) and his wife Gertrude Adeline (née Bates, b. 1880, Leicester). Henry had traded very successfully as an electrical engineering contractor, for many years, from premises on South Sherwood Street, Nottingham but, now in retirement in Bournemouth, it seems he wished to ensure his son's future career and probably facilitated the takeover 60. Somehow, under this new management, the company was able to find its way through the war years and afterwards began to operate even more in the field of heating and ventilation engineering and, at some point, was joined by Harold William Goodman (b September 1915, Mansfield, Notts), the son of Alfred Charles Goodman, Clerk of Building Works for Nottinghamshire County Council, and his wife Eleanor Maud (b. c1880). Harold appears to have brought with him specialist skills which became particularly useful to the company in the growing areas it was now focused on. Just prior to the war, as a young man, he was working in the Glasgow area and, in September 1938, he had married Kathleen Margaret Turner (b. May 1913, Leicester) the daughter of a Leicester Estate Agent. By the 1960's, Beeston & Stapleford Urban District Council (the predecessor of what is now Broxtowe Borough Council) had begun to assembly land in the central area of Beeston in preparation for the major redevelopment of which The Square shopping centre was a large part. This included the site of Foster & Pearsons, which now included property on Chapel Street, to the rear of the site, which had been acquired by the company in 1943 61. The company duly sold the property to the Council in two stages in January 1961 and March 1964 for a total of Ł44,500 62. After moving from Station Road, the company operated as heating and ventilation engineers from premises at 38 Villa Street and, it seems, the company was acquired by Harold William Goodman. By then, his eldest son, Timothy ('Tim') John Goodman (b. March, 1940, Ralston, Renfrewshire), had joined the company after a Public School education, and was to go on to take on an increasingly important role. Philip Douglas Hazzledine, whose wife had sadly died in March 1965, retired as a Director, living on at the family home in Newstead Abbey Park, Notts. In 1978, he married Marjorie Diana Sallis (b. Mar 1919, Nottingham) and moved to live in East Bridgford up to his death in August 1988 leaving an estate valued at Ł188,743. Others who retired, alongside Philip Hazzledine, included William Arthur Towlson (b. April 1900, Beeston) who had served as the company's Chief Clerk for many years. All 796 Preference shares on the company were sold at a discount, apparently by Hazzledine, to the Company's pension fund which had been created for the benefit for some key employees, including Towlson. By 1982, probably some years before, Tim Goodman had taken over as Managing Director and the company was well established in its market. In about 1984, the company was forced out of the Villa Street location when it became part of the Sainsburys development and relocated at 146 Station Road, Beeston (previously Bostocks bacon warehouse and now occupied by the Conservative Club). Sadly, in 1992 the company fell on hard times and was forced to close - Beeston lost a business that had served it well. Happily though, that was not the end of the product for which it was best known. After another company of the same name was formed by new owners in Billingshurst, West Sussex, it once again produces glasshouses to the original Foster & Pearson Victorian designs and specification - with all the new castings and timber sections completely interchangeable with those built in the 19th century. More can be seen here Beeston Foundry Company Limited - later The Beeston Boiler Company Limited - As we have seen, by the time of formation of this company in 1893, Henry Pearson and his brother Louis F Pearson had come to realise the potential of the foundry business. Now largely separated from other distractions, the two men - with additional input from another brother, Douglas H Pearson - could focus on developing the business far beyond the small-scale and often relatively unsophisticated ironwork and heating requirements they had previously catered for. Over the years to come, the company - which was later renamed as The Beeston Boiler Company Limited - was to be transformed into a major local employer with a product range that was known all over the world. The concept of 'central heating' - consisting of a central heating source providing steam or hot water, piped to radiators fitted throughout a building - had become popular in America from about 1880. By the end of that century, The American Radiator Company had become market leaders there, had had some success with its products in Europe and were soon to set up a British subsidiary, The National Radiator Company in Hull - which eventually became Ideal Standard 63. The experience that had been gained at Brown Lane had meant that the three Pearson brothers were aware of the potential of this developing trend, clearly many times greater than the greenhouse boiler market. With their insider's eye this trend must have been compelling evidence that commercial and industrial premises in Britain, as well as larger residential homes wishing to move away from dependence on open fires, would adopt this new approach. Henry had benefited from an insider's view when he bought out Foster and had responded decisively then. Now, the brothers grasped this new opportunity with enthusiasm and energy and it was to prove a profitable one indeed. From the start, despite their close family relationship, the three men operated the new business with professionalism and formality. Although this was intended to remain a family business, the 'rules' of the company - including the basis of valuation of shareholdings, rates for any loans by shareholders, directors' fees, etc - were carefully decided and recorded in the minutes of formal shareholders' meetings 64. At the first of these, held on 16 May 1893, Director's remuneration was agreed at Ł450 per annum for Henry J Pearson and Ł150 per annum each for Douglas H Pearson and for Louis F Pearson. Douglas was appointed as Company Secretary. The initial capital of the Company was Ł15,000 - half of which was in the form of Preference shares - but this was to grow substantially and steadily over the years to match the growth of the company. In general, this was achieved for many years by re-investment by the Directors of profits paid to them as dividends or the capitalisation of retained profits. There was an immediate recognition that the Brown Lane site was totally inadequate to accommodate the scale of the operation they had in mind. The lower parts of Beeston offered the chance of obtaining reasonably priced tracts of land, of a much large size that was no available within the centre of the town. But, at the same time, it remained convenient enough to attract the local workforce. This opportunity had already been recognised by the Humber Company which had opened its cycle works there. Now the Pearsons were able to acquire a block of land - about 28 acres 65 - between the south side of Queens Road and the Midland Railway line. Later, a similar approach was to be taken by The National Telephone Company (later Ericssons) when it located its Beeston factory in the lower area of Beeston and eventually by Boots in the location of its factory. Taken together, these initiatives changed the character of Beeston from a small, self-contained community, dependant largely on the lace trade - which was already beginning to decline - to an outward-looking manufacturing community and 'The Foundry' - as it became known - was very much a part of that change. The new factory opened on the Queens Road site in 1896 and the company vacated the Brown Lane site, leaving it for the sole use of Foster & Pearson Limited. It had been daring move, with considerable financial risk but, as the predicted wide adoption of central heating became a reality in commercial premises and many middle-class homes over the next five decades, it was to give handsome rewards - though, as we will see, the essentially universal adoption of central heating in the last part of the 20th century was not to be so fortunate for the company.
At around the same time, in 1899, the other brother, Douglas Hetley Pearson, decided that his involvement at Foster & Pearson - where he was the general manager - meant that he could no longer spend as much time at the Foundry as had been envisaged. Consequently, although he continued in the role of Company Secretary until his death in 1927, his day to day responsibilities were reduced - with his Director's fee reduced to a more nominal Ł50 per annum. His role, it seems, had been to manage the administration of the business, so it is not surprising that, at the time that he relinquished this day to day role in 1899, the Directors made a move to strengthen the Administration that was ultimately to prove to be particularly beneficial to the development and success of the company for over the next sixty years. George Smith was a young man, aged only 17, when the Pearsons evidently recognised his potential and employed him, initially as a clerk. From this lowly position he soon demonstrated his worth, was clearly trusted by the family and was consequentially given more responsibility within the company. By 1911, he was in charge of the office, had been appointed a 'Junior Director' five years later and, in 1920, was appointed as a Director - the first from outside the Pearson family - and as General Manager 69. He continued to serve as a senior and influential manager within the company until his retirement in 1963. In his senior role, there is no doubt that he contributed greatly to the success of the company throughout his long service, not least, as we will see, in the way that he guided the company through important changes following the death of Louis Pearson in 1943. In 1959 he was appointed Chairman, a role that was taken up in 1963 by his son John Keetley Smith 70 and continued, though what proved to be difficult time during the company's decline in the mid-1970s.
Also shown in the 1903 advertisement are cast iron sectional radiators which were, in fact, the key ingredient for success in this market. This idea had become a fashionable feature in America where they had been pioneered with great success by the American Radiator Company and various British manufacturers had begun to produce similar products. Again, a key feature was a sectional design which allowed standard radiator loops to be joined together with 'nipple' joints to form radiators of the required length. Beeston Foundry joined the race for the British market from the start and produced vast quantities over the next 50-60 years until pressed steel radiators took over as the popular choice. It is believed that its market share in Britain became second only to National Radiator, helped by careful design which recognised British needs - including, in the early days at least, fashionable ornate decoration 73. While a good proportion of sales were achieved directly, supplying major national and local government projects, hospitals, schools and colleges, churches and similar locations, the company also developed a wholesale trade with a network of builders' and plumbers' merchants to supply smaller needs - particularly, through them, to domestic customers. This dealer network was soon supported by advertising in national and regional newspapers and, a regularly produced - usually annual - bound catalogue which contained specifications of the company's products - which included a comprehensive variety of pipework, valves, ventilators, gratings, etc as well as its boilers and radiators. There too, architects, builders, fitters, etc could find detailed recommendations, performance tables and a much, to assist in planning, sizing, installing and operating a Beeston system. A surprisingly large number of these catalogues, each with the year of issue on the cover, appear to have survived to this day and often appear on on-line auction sites. They demonstrate a remarkable attention to detail. In 1907, Stephen Hetley Pearson was appointed a Director. He was the eldest of Henry's three sons and was then 25 and unmarried. He had been educated at Charterhouse and had trained as a Chartered Accountant 74. His director's fee in his first year was Ł175. Two years later he was joined by his younger brother, Noel Gervis Pearson, also an Old Carthusian, who commenced with a fee of Ł150 75. A third son, John Strachan Pearson, Stephen Hetley's twin brother, had left to farm in New Zealand some five or more years earlier 76. It was in 1909, the Stephen Hetley reformed the Beeston Boys Brigade and set up the Lads' Club with financial help from the Pearson family. Generations of Beeston boys - and later girls - have benefited from this initiative and it continues today as the Pearson Centre for Young People. In February 1913, Henry John Pearson died in Assiout while on an expedition to Egypt 77. He was relatively young, only 62, but he had achieved much in his life, with the foresight to recognise two significant business opportunities,
the courage to back his judgement and the energy to carry them through. And too, he had become an authority in and had traveled widely in pursuit of his interest in bird life, botany and geology 78. He had also established a management
structure, from within the family which would ensure that the company he had largely created would continue. Certainly. over the first 20 years, when he had presided, the Company had established itself well and the figures confirmed it -
It should be emphasised that the table shows average earnings and dividends per year for each of the five year periods and compares them against the average capital employed 79. The company was profitable from the start and grew steadily year-on-year - an impressive achievement for what must have been a complex start-up. As can be seen, the policy during that time was to pay essentially all of the profits in dividends and to reinvest as needed. In summary, the family received over Ł253,000 in dividends over the 20 year period, had received another Ł16,000 in Directors' fees and had invested Ł52,000 to bring their total capital investment to Ł67,000. At this stage, we have included Preferred Shares (Ł7500 rising to Ł21,760 over this period) in the total capital employed and included the 6% dividend in the total dividends as this best illustrates the family's return on investment. At the time of his death, Henry John Pearson is believed to have held about 55% of the Ordinary Shares and about 2/3 of the Preference Shares. Although Henry John Pearson had a controlling interest in the company and, without a doubt, he had held strong views about how the company should operate, made them known and thereby contributed to its success, the day-to-day overall management of the company had effectively been in the hands of his brother, Louis Frederick Pearson for some time, probably almost from the start. It was Louis who appears to have used his personality and social standing to establish himself and the company within the rapidly growing and then increasingly competitive world of heating engineering in Britain. Even before the turn of the century, and within just a few years of the Foundry's opening, he was able to liase (as we would say today, 'network') with other big names in the industry and, in 1903, his standing was such that he served as the President of the The Institute of Heating & Ventilating Engineers 80. Now, following his brother's death, his dominent position in the running of the company was clear - he was now very much 'in charge'. The big test came almost straight away with war was declared in 1914 and everyday life in Britain was turned upside down. By the end of it, this terrible war would bring tragedy and heartbreak to many families in Beeston and throughtout the land - as it turned out, this would be the case with the Pearson family itself. But, at the start of it, patriotism was in the air and everyone was optimistic for a quick end to hostilities. Members of the Pearson family were quick to play their part - all three of Henry John Pearson's sons (nephews of Louis Pearson) and Louis' son were to serve - Noel Gervis Pearson, who had been working at the Foundry since 1909, first served as a Captain with the 12th Battalion the Sherwood Foresters as part of the 17th Infantry Brigade. Later, he saw service with the South Wales Borderers (Pioneers) with the rank of Lieutenant Colonel before taking command the 2nd/16th Queen’s Westminster Rifles. He was awarded the Military Cross in 1916 and the Distinguished Service Order in 1918, and was twice mentioned in dispatches 81.
During these war years, the Foundry, like virtually all factories throughout the country, changed over to war production - in fact, the use of its resources would have been overseen by Pearson's Munitions Board of Management - so, with other family members away fighting, Louis would have had to use his energies and force of character in that direction too, to ensure that the changeover took place as efficiently as possible and that production was maintained despite the inevitable shortages of labour and materials. Although the production of boilers and radiators would have been largely suspended, with an eye to the future it was thought necessary to keep these more traditional products in the public eye. The contemporary advertisement shown here, makes reference to the company's war work, emphasises the product's contribution to fuel economy and reassures the customer that, even though their menfolk are away, 'Ladies can stoke these boilers'! In 1918, the War was at last over and the country - particularly manufacturing industry - had to again look to reorganising itself to return to peacetime production and to reestablishing the export markets it had had to neglect during the War. But the country was not the same as it had been. Many young men had died and those who had survived where wanting the better life they surely deserved - a 'land fit for heroes' that the wartime Prime Minister Lloyd George had promised at the time of the Armistice. In the country as a whole, many were disappointed and disillusioned as the economy soon turned to recession, high levels of unemployment and civil unrest. While conditions in Beeston and the local area were not as severe as elsewhere, nevertheless local employment clearly depended on a few large employers. of which Ericsson Telephones was one and the Foundry was another 87. It was against - perhaps despite - this economic background that Louis Pearson - with the support of his nephew Noel Gervis Pearson, following his return from the War - set about restarting peacetime production of boilers and radiators with his usual self-confidence and energy - qualities which would have undoubtedly have been boosted
by his appontment, in 1919, as a Commander of the Most Excellent Order of the British Empire (CBE) for his service during the War 88. His efforts to re-establish the home market for the company's products and to re-connect with markets abroad soon began to get results, building
confidence to invest in the Beeston site. Over the next 8 years, capital investment of over Ł100,000 was made by the family, increasing it from Ł67,000 at the end of the war, to Ł172,000 by 1927. Management was strengthened too, with George Smith's appointment as Director and General Manager in 1919. Some idea of the involvement by him and
other Directors in these years and the remainder of the inter-war period, can be seen by following their respective level of Director's Fee 89 :
This aerial view of the factory site (shown right) is dated 1921 and shows how it was already, by then, well established again. In the foreground is its frontage of 550 feet along the Midland Railway and its own private siding, with the rest of the site then covering 10 acres. By 1932, the company was claiming it covered 20 acres and, by 1938, 28 acres 91. In addition, the company provided a Employees' Sports Ground off Beacon Road 92. During virtually of the inter-war period, the depressed state of the economy meant that it was virtually inevitable that, despite growing industrial militancy nationally, the employer could largely dictate employment terms. This was undoubtably the case at the Foundry where the company and its management - and the Pearson family in particular - were viewed by its workforce with very mixed feelings. On the one hand, many were glad of a chance of a job in a time of much unemployment - particularly returning soldiers. On the other hand, the company's reputation as a strict employer was keenly felt then and has been remembered over the years since. Sackings were frequent, working conditions were far from good and timekeeping was very strictly enforced. The working day started at 6.30am 93, Monday to Saturday (the latter being a half day, finishing at 12 noon) with the factory gate closed strictly at 6.30am and those arriving late locked-out for the day without pay. With the already low wages, the penalty of losing pay in this way was particularly hard on a stretched family budget and it is not surprising that some men - helped by enterprising neighbours - found ways to avoid the loss of the full day. Many tales are still told of latecomers climbing into the yard from a garden in Windsor Street, later claiming they had forgotten to clock-in - which mean a fine of half a crown but keeping the day's pay! 94 One employee who was particularly scathing about working conditions at the Foundry was George Hodgkinson who wrote of his time there in his autobigraphy 'Sent to Coventry' 95. Working at first as a despatch and loading clerk and later in the machine shop, he described hazardous working conditions - the foundry area itself, where the boiler sections were moulded, he described, somewhat emotively, as 'hell with the lid off' - and he was particularly scathing of management. In summary he found, 'All the elements of industrial feudalism seemed to be epitomised in this factory compound, the overlordship of the boss, an unorganised body of workpeople specialising in the work of casting, fitting and assembling water heating apparatus, and no similar crafts within a hundred miles'. Hodgkinson went on to be a trade unionist, chief convenor of shop stewards, Councillor, Alderman and Mayor of Coventry. It appears that his militant outlook, maintained throughout his life (click to read more), is likely to have been formed during his early experiences at Beeston Foundry. In their public life, the Pearsons showed a different side with benevolence on a grand scale. Louis Pearson was particularly generous towards the work of Nottingham General Hospital where he
was President in 1924-5 and Chairmen of the Monthly Board from 1933 to 1942 and to which cause he made many generous donations - including Ł5,000 towards the building of the Ropewalk Wing, Ł7,000
towards a new operating theatre, endowed beds, gave Ł12,000 towards the building of Pearson House Nurses' Home and paid for a covered walkway from the hospital to that nurses' home in
memory of his daughter. In Beeston, in 1923, he gave the Broadgate Recreation Ground which then included a bandstand. He was knighted in 1923 and was appointed High Sheriff of Nottinghamshire
in 1934 96. His nephew, Noel Gervis Pearson continued the family connection with the General Hospital where he was President in
1930-31 and 1947-48 and was Chairman of the Monthly Board when the hospital became part of the National Health Service in 1948, going on to serve on the Sheffield Regional Hospital Board. He was
High Sheriff of Nottinghamshire in 1935 and was County Commissioner As far as the company itself was concerned, however, there is no doubt that it did well during the inter-war period, a time when the company established markets - both domestic and commercial at home and, abroad, notably throughout what was then the Empire. The scope of that coverage - and the durability of the product - is demonstrated by the continued appearance of examples of boilers which survive today - some of which, like the example here that was, at least until relatively recently, still heating a restaurant in South Africa 98, are still in regular use. An advertisment aimed at the domestic market which is typical of those that ran in The Times and many regional newspapers during much of this era, is shown on the left - this one from 1932. Small installations were usually sold through a network of builders merchants and agents. Much bigger heating installations were, of course, carried out, often using the company's workforce, in commercial buildings, schools, hospitals, churches etc. The following table 99 shows the financial results shown as yearly averages during each of the five year periods in the inter-war
period, as well as the yearly averages during the five years which included the period of the Great War when the factory was dedicated to war production. While these war years yielded results which
continued favourably from the earlier years (see earlier table), the years that followed show the marked improvement which resulted from the increased investment, drive for new markets and refocused
management - as well, as the hard work - and many would say, sacrifices - of the workforce. As in the previous table, Capital includes Preferred Shares (Ł21,760) and Dividends include the 6% dividend
on those shares.
In September 1939, the country faced total war once again. And, once again, the Foundry's significant production facilities were needed to assist with the war effort and the moment demanded maximum effort. Again, the Pearson family and the supporting management team that it had assembled over the years, turned their attention to the task at hand. The workforce responded well but, inevitably, there were problems with manning levels as the younger men left to serve in the Forces - a particularly difficult problem in a foundry where the work was arduous and the workforce could not be readily replaced by women or older men. And, as in the Great War, the Pearson family were directly involved too - Louis' son, Thomas Royston Pearson, a Beeston Boiler Director, served as a Major with the 2nd Derbyshire Yeomanry and it seems likely that all four of Gervis' sons served - Mark Pearson was with the 15/19 Hussars and was awarded the Military Cross, Edward Arthur Pearson was a pilot with the RAFVR and was killed in 1941 and Basil John Pearson was killed in 1944 while serving as a Lieutenant with the Royal Armoured Corps, 15th/19th The King's Royal Hussars 100. Two new Directors were appointed in May 1942 - Mark Pearson 101 who would take up a full-time role after the war, and Cyril Ealey 102, who strengthened the administration side of the business. He also served as Company Secretary, a role that was to have particular importance over the next few years, as we shall she. Sir Louis Pearson's leadership had served the company well since it was formed in 1893 - and with Foster & Pearson before that - a period of over 50 years during much of which he had led the company with his characteristic energy and enthusiasm. Although he was to continue as company Chairman until his death, the inter-war years had seen his involvement in the day-to-day management reduced as his nephew Noel Gervis Pearson and George Smith took over this responsibility, allowing Sir Louis to concentrate on his extensive charitable and public roles. Now, as the company went into war production, he was aged 75 and had already faced a difficult five years. His wife Gertrude had died in May 1936 103 and, less than a year later, in January 1837, his younger daughter, Gladys Marion Pearson had died, aged 44 104. Nevertheless, early in 1938, Sir Louis married Margaret Ethel Grimmer, a member of the nursing staff at Nottingham General Hospital, who had nursed his wife in her final illness 105. By the early part of the war, a heart condition had worsened and his health had deteriorated generally - although, still as Chairman, he never missed a meeting of the Board. By the summer of 1943 though, there were signs of some improvement in his health such that the Board was able to record this better news 108. However, within months, on 5 November 1943, Sir Louis died at his home at Lenton Grove 107.
Although Sir Louis' son, Thomas Royston Pearson, was nominally a Director of the company, it seems clear that there was never any intention or anticipation that he would take a more active role in the running of Beeston Boiler. But even if there was, in a terrible twist of fate, only 12 days after his father's death, he was killed on the farm that he had inherited, when the tractor he was driving overturned while he was attempting to remove tree roots 110. Apart from the terrible tragedy to the family, this can only have further exacerbated the need for funds to settle Estate Duties. In fact, it seems that, even before Sir Louis' death, steps had been taken to sell the shares as it was in October 1943 - the month before his death - that 50% of the Ordinary Shares of the Company (112.500 shares of a total of 125,000 with a nominal value of Ł1 per share)- owned respectively by Noel Gervis Pearson, George Smith and The Walesby Trust 111 - were sold to the stockbroking firm Helbert, Wagg & Co which, in turn, placed the shares privately with its clients. The existing shareholders were paid Ł6 8s (Ł6.40) per share and they were sold on, for the most part, for Ł6 11s (Ł6.55) which had the effect of placing a value on the company of almost Ł1.5 million 112. It also provided the funds for the shareholders who had initiated the transaction to again acquire shares from those held in Sir Louis' estate. Given the war conditions that then prevailed, this first step was all that could then be realistically achieved - and was enough to enable the company to address the financial issues that had arisen from the death of Sir Louis. In the longer time, the new and wider minority shareholders would be looking for a listing on the Stock Exchange so that their holding could be properly and more widely traded. The intention to make an application to The Council of the London Stock Exchange for permission to deal in the Company's Ordinary Stock was advertised in The Times on 25 November 1946 with listing proceeding soon after. As part of the this change, the Company's existing capital of 225,000 Ordinary shares of Ł1 each were converted into Ordinary Stock, transferable in units and multiples of 5s (25p). A New Era for the Company - As we have seen, the Company entered the post-war period with an invigorated management team, a new financial structure with outside shareholders to consider and, as it saw things, a strong market for its traditional products - which had established an enviable position as a market leader in the inter-war period - a position it would now strive to maintain. The main difficulty it faced was the shortage of available foundry labour that it had faced during the war years, continued into peacetime - a situation that contrasted with the position after the previous war when there was an abundance of available labour. Shortage of labour had meant that earnings had been depressed during the war years, with after tax annual profits running at an average of just over Ł50k - down substantially from the average for the last five pre-war years when the comparable figure was Ł90k. Now, at the start of the post-war period, with the labour shortage showing every sign of continuing but with every indication that the demand for its products would be strong, management decided upon the introduction of mechanisation - a policy that was undoubtedly appropriate and necessary at the time and one that would be sustained for more than two decades - but one that, as we will see, would eventually and unwittingly bring great difficulties.
At least for the time being, everything seemed in place and progress was being made to build further develop the Company's already prominent position in the market. The title page of its catalogue (Left) shows good evidence of this - its Royal Appointment was prominently displayed, it was an approved supplier to a range of Government departments and it had showrooms in London and Glasgow as well as its Beeston Head Office. Of course, as a publicly quoted company, its shareholders and the market generally had to be convinced and, for the moment at least, all was well in that direction with the 5s (25p) stock units trading at the end of 1946 at almost 44s (Ł2.20) 115 - a healthy 34% premium on the price of the original placing. Operationally, the company performed reasonably well, continuing to sell well into its traditional markets responding with a strong understanding of changes in need and taste. In fact, however, an analysis of the company's finances in the years between the end of the war and up to 1959, demonstrates a steady decline in its ability to maintain an acceptable return on investment. The following table, which includes the comparable figures for the war years, summarises the after-tax earnings, dividends and return on the substantially increased capital investment in the company for the years up to 1959 and shows the position clearly - while after-tax profits were increasing in numeric terms, return on investment - and shareholder return - was not keeping pace 116. There must have been other factors too that unnerved the investor as, even before extra investment was introduced, the share price had dropped to Ł1.32 by July 1950 117 - a decline of 19% from the original placing price. While share prices have not yet been found for the next 20 or more years, it is very probably that the share price continued to decline. While some of any decline after 1950 may be attributed to the dilution of the equity base by the issuing of new shares in proportion to existing shareholders' holdings, it might have been reasonably expected that, over time, the increased investment would generate an appropriate yield.
In summary, since the war years, by 1955/9, profits were up 153%, investment had climbed by 133% while after-tax earnings had dropped from 23.6% to 11.6% and after-tax dividends were up only 16%. An investor in July 1950 (when share prices are known and before the post-war reinvestment had got underway) would be receiving a return on a current investment of 4.17% after tax. The return on an investment made at the original placing price would be 3.37% after tax. While this may seem a reasonable return for that era, it was probably at the lower limit for what was deemed reasonable for an investment that carried some risk. In that context, later diminishing returns coupled with an increasing need for investment would have certainly given rise to increasing shareholder concern. In November 1958, Noel Gervis Pearson died 118 and the position of Chairman was taken by George Smith who had then served the Company for sixty years. Mark Pearson, Noel's eldest son, took over as Managing Director. The company now entered the sixties, still with a good market position - although recurring ups and downs in the construction industry, problems caused by variations in Government spending and a devaluation which brought raw material price increases, certainly did not help. And, the company's underlying weakness continued. Despite the investment in mechanisation, in 1961 the company still had 850 employees and the difficulty in sustaining these numbers continued - despite an increasing availability of immigrants from the Caribbean countries and from parts of Europe. Traditionally, despite what was seen by many as an unattractive working environment, new employees were often recruited or encouraged to start there by existing family members - a tradition clearly described by one young man who started with the compamy in 1965 :
Labour costs were just one of the problems that still needed to be addressed when, in 1963, John Keetley Smith (known as Jack) 119 (below left), the son of George Smith, took over the Chairmanship of the Company from his father and, together with other Directors and senior managers, began to put together a re-organisation plan.  < <
 < <
 Others who were part of the team at that time included : Mark Pearson (above centre), who continued as Managing Director - was now the sole remaining member of the Pearson family in the Company. By 1965, they had they put together a plan of action which set out to : The successful completion of the project was expected to confirm the company's position as the providers of a state-of-the-art, market-leading boilers which could be produced economically in quantity. It was to be only partially successful  The main contract for the provision of the automated foundry, which was expected to cost about Ł650k overall 124, was given to a German specialist company. When complete, the foundry was expected to be the only one of its
kind in the country and probably the most advanced. To partly finance the project, a further capitalisation of profits of Ł312.5k was made in 1964 to bring the company's total capital stock to Ł959.5k 125. All in all, it was
a daring move and clearly one that was not without its risks - as events were to prove, though in an unlikely way.
The main contract for the provision of the automated foundry, which was expected to cost about Ł650k overall 124, was given to a German specialist company. When complete, the foundry was expected to be the only one of its
kind in the country and probably the most advanced. To partly finance the project, a further capitalisation of profits of Ł312.5k was made in 1964 to bring the company's total capital stock to Ł959.5k 125. All in all, it was
a daring move and clearly one that was not without its risks - as events were to prove, though in an unlikely way.
Of course, while the reorganisation was underway, it was business as usual, selling and installing heating systems throughout the country and, indeed in its traditional overseas markets in the Commonwealth and in Europe. One of the most prestigious was the provision of the heating system for the Centre Point Tower in London, in 1963-1966. Click the image of the building on the left to see some of the installation highlights. And too, the company continued to exhibit at a range of trade shows throughout this period. Click here to see a typical exhibition stand and the 'Robin Hood Girls' - members of the staff who often promoted the company at these shows during around this time. Despite a good performance in its traditional markets, with many prestigious contracts won, earnings had begun to decline substantially by the end of the decade. However, it had been possible to increase the dividend although, once more, this increase did
not keep pace with the substantial - but essential - capital investment. As a result, as the following figures show, the earnings/equity ratio continued to drop, down to 8.8% in 1965-69 - about half the rate achieved in the 1950s.
Now everything depended on the new initiatives and the investment programme that was under way. A major component of that programme - the new automated foundry - was almost in place - click here to see progress - and management, employees and investors looked forward to its completion and the first of many boiler sections to be made for the new generation of boilers. It must have been an exciting - if nervous - time for all of them.
In 1970, the new foundry was commissioned but it wasn't very long before it was apparent that things were not right. No matter what was tried, the new automated foundry failed to deliver an acceptable level of good castings and much too high a level of scrap. This was particularly frustrating for the management team as the product development programme was making excellent progress - the Series 5 boiler was now in production and was widening its range, and a new range of gas boilers was gaining trade acceptance. At the same time, older product ranges were being rationalised. By the following year - 1971 - the problems were showing up in the financial results and, for the first time in the company's history, no dividend was paid 126. Although continuing as a Director, Mark Pearson was replaced by John H Davies as Managing Director. His strong financial management background in the engineering industry was, no doubt, seen as a valuable addition to the management team 127. Sadly, despite everyone's best efforts, the company was unable to recover and never again paid a dividend. After a small pre-tax profit of Ł16,000 in 1972, a loss of Ł356,000 in 1973, was disastrous. The Board had been encouraged by a strong order position, both at home and abroad, and a profitable first half-year, but high interest rates, continuing problems with the automated foundry and exceptional stock losses of Ł270,000 in the second half had been been devastating. Despite a strong order book, it was not able to take an optimistic view. Neither could the market, which cut the company's share price from 9p to a new low of 6p 128. A year earlier, a take-over bid by Thornfield (St Anns) Ltd, the Nottingham-based property developers, which valued the company at 18p a share, had been rejected by the Board. Significantly, it had expressed the view that the company's property was overvalued and the stocks substantially so 129. The sale of the company's Sports Field on Beacon Road to Broxtowe Borough Council providing much needed funds for the Company 130. Unfortunately, despite this temporary assistance, the company's difficulties continued and, shortly after, it was placed in Receivership. In January, 1977, the business was sold to Leys Malleable Castings, an old-established Derby-based company. Leys also bought the land and building from the Receiver for Ł320k. Many of the company's management - including Mark Pearson - left the company although William Smedley continued in the vital Sales Director role. Ian Francis Ley took over as Chairman 131. Leys made every effort to bring the company - now Beeston Boiler Company (Successors) Ltd - into profitability and it seemed that, for now at least, the company had a new lease of life. But it was not an easy job. Trading losses were regularly reported at the monthly Management meetings 132, there was a constant need to spend on repairs to the run-down buildings and working environment, a more reliable financial and budget control system needed to be put in place and, still ever present, was the problem of bringing the automated foundry into efficient operation. During this period, the management team was strenthened by experienced Leys employees and, despite the problems they faced, they continued to have faith, at least for the first four years, that the operation had a future. Boiler development continued throughout the period - including the Brigadier, Bisley, Berkeley and Broxley models and more. Sales were reasonably resilient - after a first year of Ł2.4 million, they averaging Ł3.3 million annually over the next four years 133 - but were never enough to reach targets or breakeven and the continuous cycle of losses and reoccuring problems was becoming overwhelming. As well as the ever-present problems with the automated foundry, the older on-going foundry had problems and needed substantial investment, labour costs were excessive, run-down buildings and equipment (Click to see typical workshop conditions) needed attention, there was substantial overstocking and balancing sales demand with production schedules was a constant problem. As a result, none of the five full years during this time reported a trading profit. Initially, each of the losses in the first four years appeared 134 to be containable - particularly as they were offset by tax refunds - but the discovery in late 1981, that stocks had been substantially over-valued, changed everything. After reporting a trading loss of Ł708k for year-ending September 1981 - more than half of it arising from earlier overstated results in earlier years - the company faced severe liquidity problems once more. An even greater loss in the following year - Ł842k - was more than the Leys management could accept or carry and, as a result, at the end of 1982, both Beeston Boilers and Leys itself was taken over by William Holdings, a company that had recently been established in Derby by Nigel Rudd and Brian McGowan, to acquire and turnaround under-performing businesses. New management was put in place 135 and a programme of rationisation was soon implemented, with some parts of the business - notably the machine shop (Click the link for images of the move), the sales department and accounts - moving to Derby. By September 1983, both turnover and profitabilty were beginning to show progress, such that Williams Holdings decided to abandon its earlier intention to move all production processes away from Beeston and to sell the site. The company had been given another chance and, accordingly, the company's name was changed to Beeston Boilers Limited 136, a new sales brochure prepared and management and workforce was able to face the future with some confidence. Unfortunately, this confidence was to prove shortlived as, in 1985, all work at the Beeston works was finally discontinued - though some servicing functions were the subject of a takeover by their management and moved away - and the site was cleared for redevelopment (Click to see demolition in progress). It was the end of a foundry operation that had made heating apparatus for customers at home and around the world, that had been on this site for almost 90 years and, as we have seen, had much earlier origins. But the fact was, its value was now in the 30 acres of land on which it stood, as it made way for housing and a large retail store - later to become a bingo hall. Times had certainly changed. Notes Return to Top of This Page © David Hallam - 2013-2016 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 It is that sector of the market that, together with the market garden's own requirement for a controlled growing environment, led the Pearsons to experiment with greenhouses,
conservatories and other horticultural structures that became fashionable in the larger, grand houses around the country. The family's interest in this aspect of horticulture, as
we see, became the catalyst for its eventual involvement in heavy engineering in the form of The Beeston Boiler Company. The story that follows, describes that remarkable transition.
We start with something about the key family member who was probably the main instigator of that change :
It is that sector of the market that, together with the market garden's own requirement for a controlled growing environment, led the Pearsons to experiment with greenhouses,
conservatories and other horticultural structures that became fashionable in the larger, grand houses around the country. The family's interest in this aspect of horticulture, as
we see, became the catalyst for its eventual involvement in heavy engineering in the form of The Beeston Boiler Company. The story that follows, describes that remarkable transition.
We start with something about the key family member who was probably the main instigator of that change :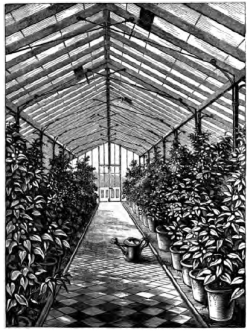 published in 1850 and ran to several editions. Pearson's 'Hints on the Construction and Management of Orchard-houses' appeared in its second edition in 1862 and included much practical
advice on the care and cultivation of fruit under glass. On a similar theme, in 1866, he published 'Vine Culture Under Glass'
published in 1850 and ran to several editions. Pearson's 'Hints on the Construction and Management of Orchard-houses' appeared in its second edition in 1862 and included much practical
advice on the care and cultivation of fruit under glass. On a similar theme, in 1866, he published 'Vine Culture Under Glass' 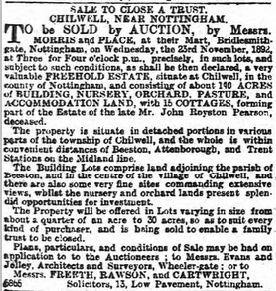 It appears that John left his business interests and property in trust for his wife and family, although no will appears to have been probated. Following Elizabeth's death in July 1891
It appears that John left his business interests and property in trust for his wife and family, although no will appears to have been probated. Following Elizabeth's death in July 1891
 By 1871, Foster was employing 18 men and 4 boys
By 1871, Foster was employing 18 men and 4 boys 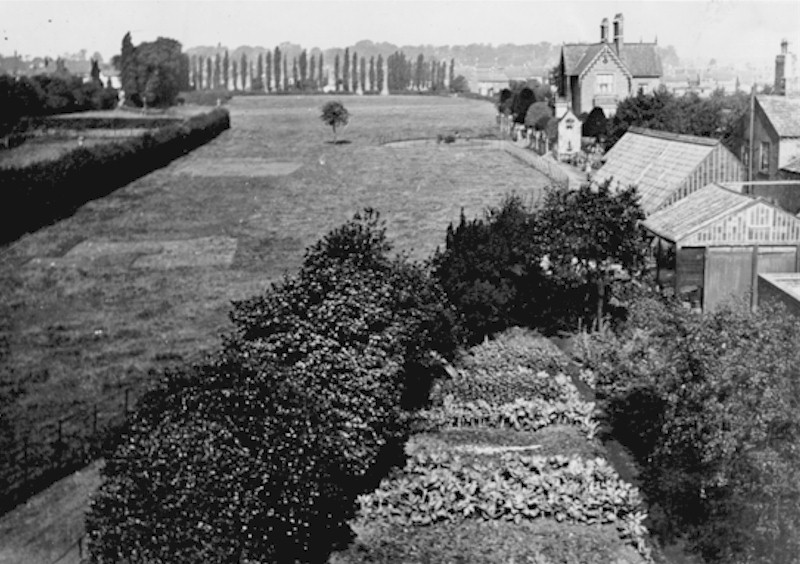 The amount that Foster received for his business was then a considerably sum - equivalent to nearly Ł700,000 in today's purchasing power - and was quite enough to allow Foster a comfortable retirement. He and his
wife Elizabeth continued to live in their home on the north side of what is now The Square (seen on the right of the photograph, in the middle distance), approached by a gated drive which now forms the pathway leading to
Foster Avenue carpark, between HSBC and The Derbyshire Building Society, The house was surrounded by garden ornaments, presumably relicts from his business, and with a large greenhouse (also seen in the photograph)
alongside the drive. There he spent his retirement years managing his land and various properties he had inherited or acquired
The amount that Foster received for his business was then a considerably sum - equivalent to nearly Ł700,000 in today's purchasing power - and was quite enough to allow Foster a comfortable retirement. He and his
wife Elizabeth continued to live in their home on the north side of what is now The Square (seen on the right of the photograph, in the middle distance), approached by a gated drive which now forms the pathway leading to
Foster Avenue carpark, between HSBC and The Derbyshire Building Society, The house was surrounded by garden ornaments, presumably relicts from his business, and with a large greenhouse (also seen in the photograph)
alongside the drive. There he spent his retirement years managing his land and various properties he had inherited or acquired  By 1902, Douglas Hetley Pearson had taken on Charles Mason (shown right) as a fellow Director and he was to go on to play an important part in the management of the company and in Beeston life in general. Mason was born at Northolme Hall, Wainfleet, Lincolnshire in March 1860,
the son of Byron Mason (b. c1837, Louth, Lincolnshire) and his wife Mary (née Chapman, b. July 1838, Marsh Chapel, Lincs). His father was farming 1000 acres at Wainfleet, with the help of 25 employed men and Charles was sent to a private boarding school in Hundleby, Lincolnshire
before being articled to a Nottingham architect. It is clear that, by 1881, he had already become acquainted with the Pearson family as. in the census of that year, he was visiting them at their Chilwell home. However, by 1885, he had been appointed as Deputy Borough Engineer
in Nottingham and went on to make a significant contibution to the design of the Cattle Market there. By 1886, he had become acquanted with Martha Newton and, no doubt with an eye to marriage, Charles sought the increase in salary, from Ł200 to Ł250 per annum, which had
been promised. Although the increase was agreed by the committee that was directly responsible, this was not endorsed by the Council as a whole and, and as a direct result. Charles sought and obtained the position of Surveyer in Leicester. Charles and Martha married
in October 1887 in Hartford in her native Cheshire. Although it is not known how they met, it is perhaps significant that she appears not to have had the easiest of childhoods. She was born in 1861, one of nine children of Edward Newton (b. c1827), a farmer in High Leigh Cheshire. and
his wife Margaret (née Percival, b. 1828). In Janauary 1867, Margaret died when Martha was aged 6 and, less than a year later, Edward married Martha Burman, then aged 23. Then, Edward himself died suddenly in October 1871, while in Ryhl, North Wales, leaving the 10-year-old Martha
with neither of her parents alive. Now that she and Charles were able to set up home in Attenborough, Notts, it must have seemed like the beginning of a new period in her life, a feeling that would have been even stronger when their daughter, Muriel, was born there in
Sepember 1888. In December of that year, after barely a year in the Leicester appointment, Charles was appointed Surveyor to the Vestry of St Martins in the Fields, a prestigious civil parish within the City of Westminster. Happily. it appears that he was able to carry
out this job while they continued to make their family home at Attenborough. Then, in January 1889, tragedy struck again when, after "a short and painful illness", Martha died there and was buried in Attenborough churchyard. No doubt devasted by this tragedy, Charles turned to
his job in London for some solace and eventually was to meet and, in May 1896, to marry Mabel Carrie Godfrey at St Gabriel's Church, in the Pimlico district of Westminster. Mabel, born in Westmister in 1872, was the daughter of Lieutenant Daniel ('Dan') Godfrey who had found
near celebrity status as the bandmaster of the Grenadier Guards, and his wife Joyce Caroline (née Boyle). At first, the couple made their home in the area and their first child, Byron Godfrey, was born in December 1897. However, in 1898, it seems that Charles was approached
by the Pearson family with a proposition that he join them. Tt seems he was quick to accept and he and his family moved to Beeston, to make their home at The Elms, 4 West End, Beeston. By 1902 he was deployed to strengthen the management of Foster & Pearson and became a Director
In addition to Charles considerable contribution in that role, both he and Mabel were to make major personal contributions to the local community. It was clearly a life that suited them and they certainly made their mark. Charles served as Vice-Chairman to the Boer War Memorial Committee,
was appounted a Justice of the Peace in 1910 and was elected as a Nottinghamshire County Councillor for Beeston and appointed Alderman in 1926. In 1920, he gave evidence at the Inquiry into the possible annexation of Beeston by Nottingham, speaking strongly against the
proposal. Mabel worked tirelessly for charitable causes in the area, particularly during the Great War when she was in sole charge locally of the Prince of Wales's Fund, visiting those in distress, offering comfort and giving financial assistance where needed. Sadly, Mabel
was to die in December 1921 and the relatively young age of 49. In 1935, ill-health forced Charles to resign as a Director of Foster & Pearson and as an Alderman. He was to live out his life at 21a Chilwell Road, Beeston and died in January 1950, aged 89. He is buried, with
his wife Mabel, in Beeston cemetery, where their
By 1902, Douglas Hetley Pearson had taken on Charles Mason (shown right) as a fellow Director and he was to go on to play an important part in the management of the company and in Beeston life in general. Mason was born at Northolme Hall, Wainfleet, Lincolnshire in March 1860,
the son of Byron Mason (b. c1837, Louth, Lincolnshire) and his wife Mary (née Chapman, b. July 1838, Marsh Chapel, Lincs). His father was farming 1000 acres at Wainfleet, with the help of 25 employed men and Charles was sent to a private boarding school in Hundleby, Lincolnshire
before being articled to a Nottingham architect. It is clear that, by 1881, he had already become acquainted with the Pearson family as. in the census of that year, he was visiting them at their Chilwell home. However, by 1885, he had been appointed as Deputy Borough Engineer
in Nottingham and went on to make a significant contibution to the design of the Cattle Market there. By 1886, he had become acquanted with Martha Newton and, no doubt with an eye to marriage, Charles sought the increase in salary, from Ł200 to Ł250 per annum, which had
been promised. Although the increase was agreed by the committee that was directly responsible, this was not endorsed by the Council as a whole and, and as a direct result. Charles sought and obtained the position of Surveyer in Leicester. Charles and Martha married
in October 1887 in Hartford in her native Cheshire. Although it is not known how they met, it is perhaps significant that she appears not to have had the easiest of childhoods. She was born in 1861, one of nine children of Edward Newton (b. c1827), a farmer in High Leigh Cheshire. and
his wife Margaret (née Percival, b. 1828). In Janauary 1867, Margaret died when Martha was aged 6 and, less than a year later, Edward married Martha Burman, then aged 23. Then, Edward himself died suddenly in October 1871, while in Ryhl, North Wales, leaving the 10-year-old Martha
with neither of her parents alive. Now that she and Charles were able to set up home in Attenborough, Notts, it must have seemed like the beginning of a new period in her life, a feeling that would have been even stronger when their daughter, Muriel, was born there in
Sepember 1888. In December of that year, after barely a year in the Leicester appointment, Charles was appointed Surveyor to the Vestry of St Martins in the Fields, a prestigious civil parish within the City of Westminster. Happily. it appears that he was able to carry
out this job while they continued to make their family home at Attenborough. Then, in January 1889, tragedy struck again when, after "a short and painful illness", Martha died there and was buried in Attenborough churchyard. No doubt devasted by this tragedy, Charles turned to
his job in London for some solace and eventually was to meet and, in May 1896, to marry Mabel Carrie Godfrey at St Gabriel's Church, in the Pimlico district of Westminster. Mabel, born in Westmister in 1872, was the daughter of Lieutenant Daniel ('Dan') Godfrey who had found
near celebrity status as the bandmaster of the Grenadier Guards, and his wife Joyce Caroline (née Boyle). At first, the couple made their home in the area and their first child, Byron Godfrey, was born in December 1897. However, in 1898, it seems that Charles was approached
by the Pearson family with a proposition that he join them. Tt seems he was quick to accept and he and his family moved to Beeston, to make their home at The Elms, 4 West End, Beeston. By 1902 he was deployed to strengthen the management of Foster & Pearson and became a Director
In addition to Charles considerable contribution in that role, both he and Mabel were to make major personal contributions to the local community. It was clearly a life that suited them and they certainly made their mark. Charles served as Vice-Chairman to the Boer War Memorial Committee,
was appounted a Justice of the Peace in 1910 and was elected as a Nottinghamshire County Councillor for Beeston and appointed Alderman in 1926. In 1920, he gave evidence at the Inquiry into the possible annexation of Beeston by Nottingham, speaking strongly against the
proposal. Mabel worked tirelessly for charitable causes in the area, particularly during the Great War when she was in sole charge locally of the Prince of Wales's Fund, visiting those in distress, offering comfort and giving financial assistance where needed. Sadly, Mabel
was to die in December 1921 and the relatively young age of 49. In 1935, ill-health forced Charles to resign as a Director of Foster & Pearson and as an Alderman. He was to live out his life at 21a Chilwell Road, Beeston and died in January 1950, aged 89. He is buried, with
his wife Mabel, in Beeston cemetery, where their 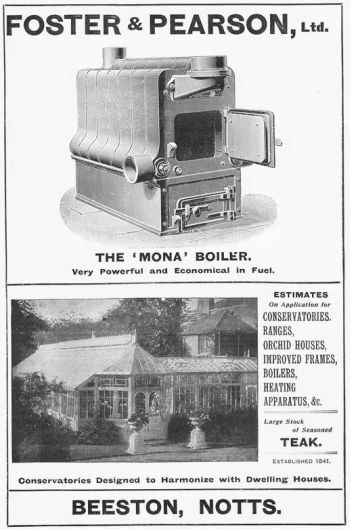 In the 20 year period
up to the Great War, as the 1905 advert (see right) and a surviving 1909 catalogue shows
In the 20 year period
up to the Great War, as the 1905 advert (see right) and a surviving 1909 catalogue shows 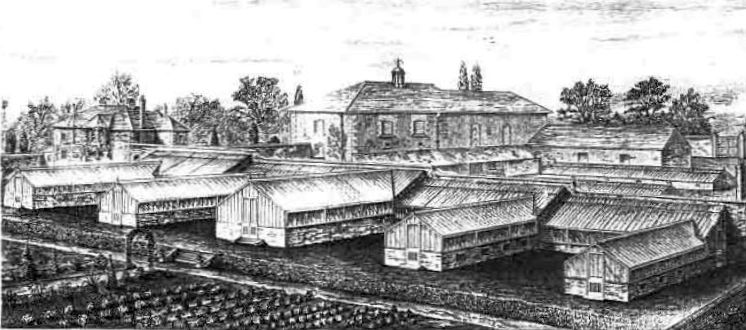
 Up until the time the company was formed, Henry John Pearson (shown left), being the much older of the three brothers, had been the driving force in the family business - and, indeed, had acquired the Brown Lane business personally in 1883. His business energy and force of character were
clearly evident in that business, enabling him to prosper and to build a large family home at Bramcote - The White House, which still stands prominently, overlooking the double bend in Bramcote Lane
Up until the time the company was formed, Henry John Pearson (shown left), being the much older of the three brothers, had been the driving force in the family business - and, indeed, had acquired the Brown Lane business personally in 1883. His business energy and force of character were
clearly evident in that business, enabling him to prosper and to build a large family home at Bramcote - The White House, which still stands prominently, overlooking the double bend in Bramcote Lane  Henry John Pearson's increasing interest in these other aspects of his life, meant that his younger brother, Louis Frederick Pearson (shown right) took an increasingly dominant everyday managerial role. This was recognised in 1898 when his yearly Director's
fee was increased to Ł500, now much closer to Henry's increased fee of Ł650. Louis had a similar dynamic and larger than life personality to that which hade served his brother so well in business and he was to be the dominant figure at the Foundry for the
next 45 years. It was a personality that was also, it seems, able to attract invaluable professional and academic assistance in the development of the company's succesful product range. One such associate was Charles Mason, a self employed Civil Engineer who came
to settle in Beeston from his native Lincolnshire
Henry John Pearson's increasing interest in these other aspects of his life, meant that his younger brother, Louis Frederick Pearson (shown right) took an increasingly dominant everyday managerial role. This was recognised in 1898 when his yearly Director's
fee was increased to Ł500, now much closer to Henry's increased fee of Ł650. Louis had a similar dynamic and larger than life personality to that which hade served his brother so well in business and he was to be the dominant figure at the Foundry for the
next 45 years. It was a personality that was also, it seems, able to attract invaluable professional and academic assistance in the development of the company's succesful product range. One such associate was Charles Mason, a self employed Civil Engineer who came
to settle in Beeston from his native Lincolnshire 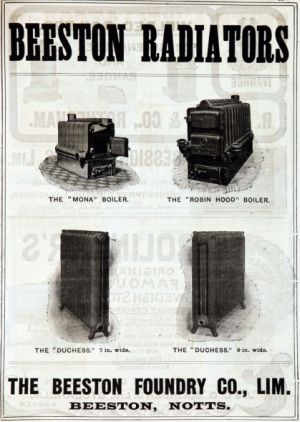 Alongside the opening of the factory, there was a need to design a coherent range of products which would be attractive throughout the various markets - industrial, commercial, residential and not forgetting the horticultural. This task drew heavily on the technical expertise -
and drive - of Louis Pearson. It was clear that it was not possible to produce the whole range at once but, over the first few years the basis of the range was in place - as can be seen from a 1903 advertisement
Alongside the opening of the factory, there was a need to design a coherent range of products which would be attractive throughout the various markets - industrial, commercial, residential and not forgetting the horticultural. This task drew heavily on the technical expertise -
and drive - of Louis Pearson. It was clear that it was not possible to produce the whole range at once but, over the first few years the basis of the range was in place - as can be seen from a 1903 advertisement 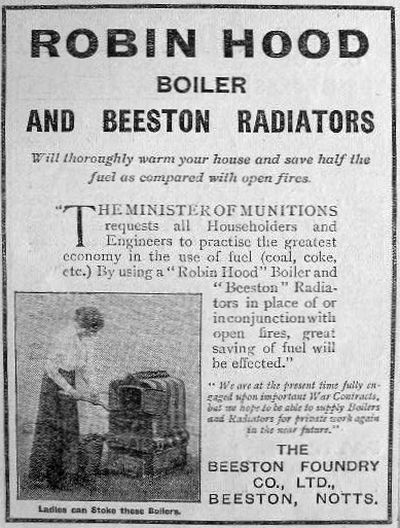 Aged 51 in 1914, Louis Pearson was, of course, too old to serve directly but he was able to use his energies and personality to further the war effort on the Home Front, most notably as Chairman of the Nottingham Munitions Board of Management.
This was part of a network of such Boards, set up towards the end of 1915, responsible to the Ministry of Munitions for coordinating and maximising manufacturing resources in the local area to ensure an absolute focus on the war effort. This would have been a task that absorbed much of his time, both directly and through the need for
personal contact amongst local industry, but his efforts did not stop there, As well, he served on the Parliamentary Recruiting Committee and the Mayor of Nottingham's Recruiting Committee, represented the Ministry of Munitions on the Nottingham Area Road Transport Committee and worked strenuously for the National War Savings Committee
Aged 51 in 1914, Louis Pearson was, of course, too old to serve directly but he was able to use his energies and personality to further the war effort on the Home Front, most notably as Chairman of the Nottingham Munitions Board of Management.
This was part of a network of such Boards, set up towards the end of 1915, responsible to the Ministry of Munitions for coordinating and maximising manufacturing resources in the local area to ensure an absolute focus on the war effort. This would have been a task that absorbed much of his time, both directly and through the need for
personal contact amongst local industry, but his efforts did not stop there, As well, he served on the Parliamentary Recruiting Committee and the Mayor of Nottingham's Recruiting Committee, represented the Ministry of Munitions on the Nottingham Area Road Transport Committee and worked strenuously for the National War Savings Committee
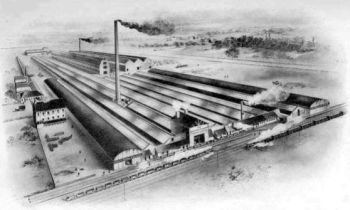 The table appears to show clearly that, although he continued as Chairman until
his death in 1943, Louis Pearson had begun to reduce his everyday involvement in the management of the company by 1924. by which time Gervis Pearson and George Smith had
taken over day-to-day control. It was in 1924 too that Thomas Royston Pearson was appointed a Director although, given his relatively low director's fee of Ł50, apparently
without day-to-day involvement
The table appears to show clearly that, although he continued as Chairman until
his death in 1943, Louis Pearson had begun to reduce his everyday involvement in the management of the company by 1924. by which time Gervis Pearson and George Smith had
taken over day-to-day control. It was in 1924 too that Thomas Royston Pearson was appointed a Director although, given his relatively low director's fee of Ł50, apparently
without day-to-day involvement  for Scouts. In 1938, he was instrumental in
obtaining 250 acres of land from the Rufford Abbey Estate that became the Nottingham Scouts' Walesby Forest Campsite and provided much of the finance required to make the purchase.
for Scouts. In 1938, he was instrumental in
obtaining 250 acres of land from the Rufford Abbey Estate that became the Nottingham Scouts' Walesby Forest Campsite and provided much of the finance required to make the purchase.
 Despite the difficult wartime conditions, Sir Louis' death necessitated setting in place far-reaching changes to the financial structure
of the company. While Noel Gervis Pearson (shown right) took over as Chairman and the recently strengthened day-to-day management was able to continue unchanged, Sir Louis' controlling interest needed to be managed for the benefit of both his
family and the company. His will had been made in 1938 in anticipation of his marriage and, although subject to relatively minor modification by a series of codicils, would form the basis of the settlement of his substantial estate
Despite the difficult wartime conditions, Sir Louis' death necessitated setting in place far-reaching changes to the financial structure
of the company. While Noel Gervis Pearson (shown right) took over as Chairman and the recently strengthened day-to-day management was able to continue unchanged, Sir Louis' controlling interest needed to be managed for the benefit of both his
family and the company. His will had been made in 1938 in anticipation of his marriage and, although subject to relatively minor modification by a series of codicils, would form the basis of the settlement of his substantial estate
 So it was that, in 1946, the company built a successful mechanised moulding plant to produce small boiler parts followed, in 1952, by a mechanised radiator plant
So it was that, in 1946, the company built a successful mechanised moulding plant to produce small boiler parts followed, in 1952, by a mechanised radiator plant